As an important transmission component in mechanical equipment, gears are widely used in machine tools, automobiles
and other industries. With the increasingly fierce market competition in the gear industry, how to achieve cost reduction and
efficiency under the conditions of ensuring product quality has become the survival and development of the gear industry.
The key, hard turning is undoubtedly an important way to solve these problems.
The hard turning gear is the turning method of the hardened gear as the final finishing process. The processing quality can
replace the grinding process, which is also called the “turning instead of grinding” process.
Advantages of turning gears compared to grinding processes
Cost: The investment of lathe is only 1/3-1/10 of the grinding machine, which not only reduces the capital investment of machine
tools, but also enables flexible production and efficient use of equipment;
Quality: 80% of the heat generated during the turning of the gears is carried away with the chips, avoiding problems such as
burns and cracks during the grinding process;
Efficiency: Turning efficiency is 4-6 times of grinding;
Environmental aspects: Turning gears are mostly dry-cutting, which enables clean production and ensures a good working
environment,while the chips are easier to recycle.
Tool material selection for turning gears
Hard turning gears have higher performance requirements for cutting tools, especially in the strict dimensional accuracy and surface
finish of gears, and even under strong intermittent cutting conditions. At present, hard-turned gears are mostly processed with imported
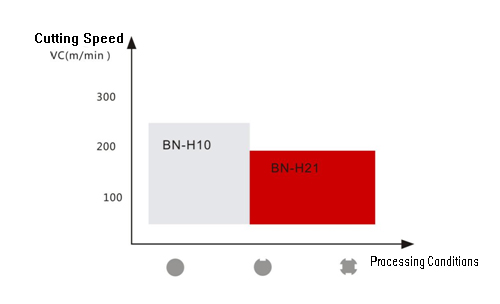
CBN tools. Halnn have developed CBN tools BN-H10 & BN-H21 for continuous cutting and interrupted cutting, respectively. Its excellent
cutting performance has outstanding advantages in the field of hard turning gears, breaking the monopoly of foreign PCBN tool hard
turning gears in China.

Advantages of CBN tools BN-H10 & BN-H21 hard turning gears
Case of CBN tools BN-H10&BN-H21 hard turning gears
1,Halnn CBN tools BN-H10 continuous turning gear inner hole
|
Halnn CBN tools BN-H10 continuous turning gear inner hole. |
 |
Processing conditions: continuous hard turning
Workpiece hardness: HRC58-62
Tools type: BN-H10 CNGA120408
Cutting parameters: Cutting speed(Vc)=180m/min,
Feed rate(Fr)=0.1mm/r,
Cutting depth(ap)=0.2mm
Processing method: dry cutting
|
Tool material
|
Cuttingspeed(Vc)m/min |
Tool life pcs/edge
|
Production beat s/pcs
|
|
Halnn BN-H10 |
180m/min |
800 |
6s |
a European ceramic cutter
|
130m/min |
150 |
8.5s |
2,Halnn compound CBN tools BN-H21 interrupted cutting gear end
Halnn compound CBN tools BN-H21 interrupted cutting gear end
|
 |
Processing conditions: heavy interrupted turning
Workpiece hardness: HRC58-62
Tool type: BN-H21 WNGA080408
Cutting parameters: Cutting speed (Vc)=300m/min,
Feed rate(Fr)=0.1mm/r,
Cutting depth(ap)=0.3mm
Processing method: dry cutting
|
|
Tool material |
Cutting speed (Vc) m/min |
Cutting depth(ap) mm |
Production beat pcs/edge |
|
Halnn BN-H21 |
300 |
0.3 |
600 |
|
a European CBN tools |
300 |
0.3 |
450 |