CBN Cutting Tools Wear Type and improved methods
1.Back Blade Wear
Wear Reasons:This is the most common wear type and is formed by the friction of the hard particle in the workpiece material and insert.
Failure analysis:
(1) The abrasive resistance of the tool material is insufficient.
(2) High Cutting Speed and low feed rate
Processing impact:It has poor surface roughness and dimensional accuracy
Improved methods:
(1)Choose the materials with high hardness and good abrasive resistance
(2) Reduce the cutting speed and increase the feed rate
2.Crater Wear

Wear Reasons:It occurs at the rake face of the insert, and caused by a chemical reaction between the workpiece and the insert.
Failure analysis:
(1) The abrasive resistance of the insert material is insufficient,
(2) High cutting speed and high feed rate and large cutting depth.
Processing impact:Deteriorated chip disposal, deteriorated surface quality (burrs),large crater wear will reduce the cutting force and lead to fracture
Improved methods:
(1)Choose the materials with better abrasive resistance
(2)Reduce the cutting speed and lower the feed rate and cutting depth
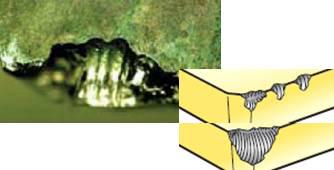
3.BUE
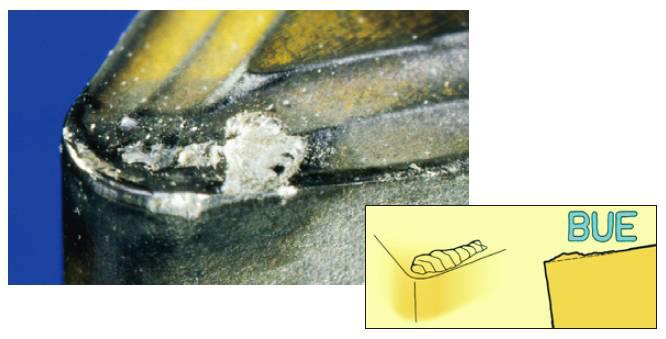
Wear Reasons: It is caused by chips cold welding on the insert.When machining this viscous materials, such as low-carbon steel, stainless steel and aluminum, this type wear is very common.
Failure analysis:
(1)The tool material is improper and is easily react with the workpiece,
(2)Cutting edge is not sharp enough(3)Cutting speed and feed rate is low.
Processing impact:Surface quality become bad and the cutting resistance increase
Improved methods:
(1) Choose the insert material with better toughness and low Low affinity
(2)Improve the insert sharpness(increase the front angle and decrease the round)
(3)Increase the cutting speeds or feed rate
4.Groove Wear
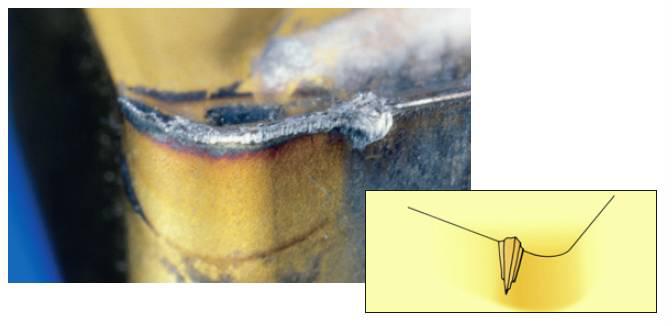
Wear Reasons:There is a significant amount of localized damage at the cutting depth of the rake face and flank face of the insert.
It is caused by bond wear and surface hardening. It often appears in stainless steel and high quality heat resistant alloys.
Failure analysis:
(1) The wear resistance of the insert material is not enough
(2) The strength of the edge is insufficient, the rake angle is too small.
(3) Cutting Speed too high.
(4) Workpiece surface hardening.
Processing impact: Surface roughness become bad and the cutting resistance increase.
Improved methods:
(1) Choose the insert material with better abrasive resistance
(2) Increase the front angle
(3)Reduce the cutting speed
5. Plastic deformation
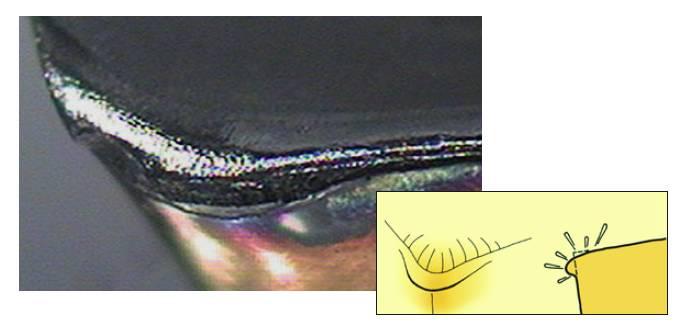
Wear Reasons:It will easily cause plastic deformation if the cutting temperature is high in the cutting process.
Failure analysis:
(1) The heat resistance of the tool material is insufficient and it is not the suitable material,
(2) The cutting temperature is too high.
(3) The cutting speed is too high and the cutting depth is too large
(4) Cutting Fluid is insufficient.
Processing impact:Processing accuracy is reduced, the workpiece dimension changes and the insert will be chipping
Improved methods:
(1)Choose the insert materials with better heat resistance and higher strength and hardness
(2) Reduce the cutting speed and feed rate
(3) Supply sufficient cutting fluid
6.Thermal Cracking
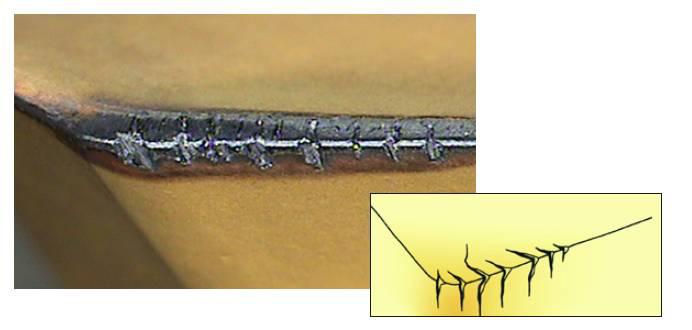
Wear Reasons:It will easily appear multiple cracks that Perpendicular to the cutting edges when the cutting temperature from hot to cold. Hot cracking is associated with interrupt turning,which often occur in the milling process, and improper use of coolant can aggravate this situation.
Failure analysis:
(1) Thermal expansion and contraction caused by cutting temperature
(2) Insert material is not appropriate
(3)Cutting Speed and Feed Rate is too high.
Processing impact:Thermal cycling will easily cause chipping.
Improved methods:
(1)Choose dry cutting methods or full use coolant
(2) Choose the material with better toughness
(3)Reduce the feed rate and cutting speed
7.Chipping or Broken
Wear Reasons:Chipping is caused by excessive mechanical stress
Failure analysis:
(1)Material toughness is insufficient
(2)Chips adhesion or impact caused the cutting edges come off
(3)Cutting edge strength is insufficient
(4) Feed Rate is too high
(5) Shank strength is insufficient,vibration
Processing impact:Sudden chipping,cutting resistance increases; surface roughness deteriorated
Improved methods:
(1) Choose the materials with higher toughness
(2) Reduce the feed rate
(3) Reduce the rake angle,increase the amount of the cutting edge rounded
(4) Select a tool holder with large size